#Neues aus der Industrie
Lasermarkierung auf Elementen und Geräten von Zahnimplantaten
20W MOPA-Laser
B&B Dental stellte uns einen Lanzenschneider, einen Drehmomentschlüssel, ein Abutment und ein Implantat zur Verfügung, um einen Markierungsprozess zu entwickeln.
Es handelt sich um Elemente, die korrosionsbeständig sein und eine langfristige Haltbarkeit unter Belastungsbedingungen wie Dekontamination und anschließender Autoklavensterilisation gewährleisten müssen.
Es ist wichtig, eine Markierung mit gut kontrastierenden Zeichen und Markierungen zu erreichen, die aber bei Berührung nicht wahrnehmbar ist. Wir müssen daher vermeiden, zu viel Material abzutragen, indem wir die verschiedenen Parameter (Leistung, Lasergeschwindigkeit, Spindelgeschwindigkeit usw.) sorgfältig modulieren.
Bei der für die Tests verwendeten Maschine handelt es sich um eine BSP, die mit einer Drehkippspindel ausgestattet ist. Zunächst wurden Markierungstests an den verschiedenen Elementen durchgeführt, indem die Maschine mit einer 20-W-MOPA-Laserquelle ausgestattet wurde. Anschließend wurden die gleichen oder ähnliche Tests mit einer 50-W-Pico-Laserquelle wiederholt.
20W MOPA-Lasertest
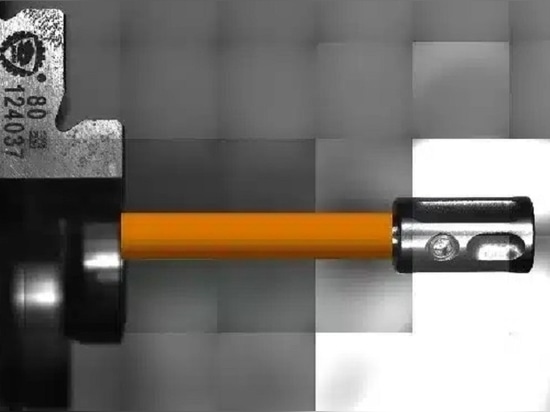
Beim Drehmomentschlüssel haben wir an zwei seiner Komponenten gearbeitet, nämlich am Schaft mit Einstellringmutter und am Skalenkörper.
Schaft mit Ringmutter. Auf den Stahlschaft haben wir den Markennamen Sisma in Längsrichtung geschrieben und zwei Bänder mit durchgehenden Markierungen hinzugefügt.
Die kontinuierliche Markierung besteht aus einer Markierung mit einer Länge, die der Dicke des markierten Bandes (0,5 mm) entspricht und vom Laser entlang der x-Achse immer gleich und an derselben Position wiederholt wird. Es ist dann die Drehung des Objekts durch die Spindel, die das Band um es herum erzeugt. Die Drehung kann eine volle oder sogar zwei Umdrehungen der Spindel umfassen, je nachdem, wie stark Sie schwärzen möchten. Allerdings dürfen wir dies nicht überschreiten, um keine fühlbare Rille zu erzeugen. Dank der Kippspindel richteten wir den Schaft dann vertikal aus, indem wir den Kopf der Ringmutter mit der Aufschrift „B&B DENTAL Implant Company“ markierten.
Alle diese Vorgänge werden auf einfache Weise durch die SLC3-Software im Zusammenspiel mit dem Coaxial Vision System (CVS) bestimmt und organisiert.
Die Gesamtzeit für den gesamten Bearbeitungszyklus (zwei Bänder, Aufschrift „Sisma“, vertikale Spindelneigung, Aufschrift „B&B DENTAL – IMPLANT COMPANY“) beträgt 2 Minuten 55 Sekunden.
Das erzielte Ergebnis ist weitgehend zufriedenstellend (Fotos 4 und 6): deutlich sichtbare Beschriftungen (nicht schwarz, sondern dunkelgrau) und bei Berührung kaum wahrnehmbar; In diesem Fall kann eine anschließende Passivierungsbehandlung sinnvoll, aber nicht notwendig sein.
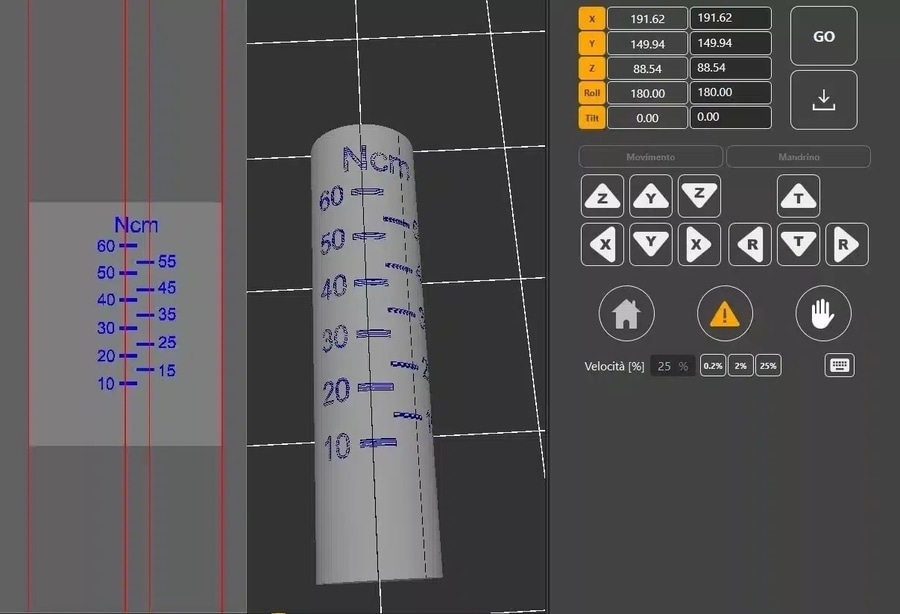
Abgestufter Ärmel. Die Außenhülse des Drehmomentschlüssels hatte bereits Einkerbungen mit der entsprechenden Anzugsnummerierung. Diese Inschriften waren jedoch stark in die Metalloberfläche eingebettet und wurden durch nachträgliche Einfärbung deutlicher (geschwärzt). Unser Ziel war es, die Inschriften selbst nicht greifbar, aber dennoch deutlich sichtbar zu machen.
Um die Ungreifbarkeit der Kennzeichnung aufrechtzuerhalten, war es in diesem Fall nicht möglich, eine Sichtbarkeit der Zeichen zu erreichen, die mit der der bestehenden (gravierten und schwarz lackierten) Zeichen vergleichbar wäre. Daher mussten wir etwas prägnantere Parameter verwenden, um schließlich eine gute Sichtbarkeit der markierten Elemente (Foto 7) zu erreichen, andererseits aber auch eine gewisse taktile Relevanz.
Die Ausführungszeit beträgt ca. 40 Sekunden.
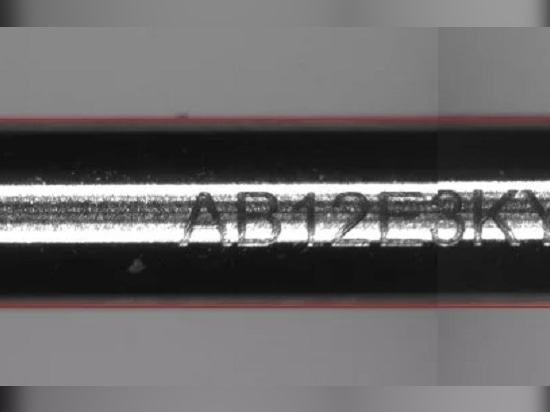
Stahlschneider. Beim Stahlfräser wollen wir eine durchgehende schwarze Markierung (zwei Streifen) mit der Beschriftung eines Codes auf dem Fräserschaft kombinieren und dabei das gleiche Verfahren wie beim Ratschenschaft anwenden.
Der nächste Schritt ist die fortlaufende Markierung der beiden Streifen, gefolgt vom alphanumerischen Code mit 0,6 mm hohen und gut lesbaren Zeichen. In diesem Fall wird der Code aufgrund der geringen Größe nur mit dem Galvanometer geschrieben (keine Achsenbewegung).
Die gesamte Sitzung war in 55 Sekunden abgeschlossen.
Auch hier ist das Ergebnis wie beim Ratschengriff sehr gut lesbar und unauffällig in der Haptik.
Auf den Implantaten und Abutments möchten Sie eine Datenmatrix markieren, die deren gegenseitige Übereinstimmung anzeigt (ein bestimmtes Implantat muss seinem spezifischen Abutment entsprechen).
Widerlager. Eine 1,16 x 1,16 mm große Datamatrix im 12 x 12-Format kann auf einer Seite des Sechsecks am Ende des Abutments markiert werden.
Die von der SLC3-Software generierte Datamatrix wird wie bisher vom Vision-System auf dem Werkstück positioniert.
Die Datenmatrix wird in etwa 10 Sekunden ausgeführt und kann mit einem speziellen Lesegerät (Cognex 8600) unter dem Mikroskop gelesen werden.